Extensive analysis and optimization across diverse highly competitive product categories.
In-depth expertise built directly within tier 1 automotive supplier environments.
Proven methodologies delivering sustainable cost optimization without compromising quality.
We bring the rigorous, margin-saving methodologies of Tier 1 automotive engineering to the broader market.
Leveraging over 20 years of global experience (EMEA, NAFTA, APAC) in high-stakes product design and continuous optimization, we know exactly where hidden costs live.
We deliver enterprise-level expertise to help you eliminate waste and maximize your product's profitability.
Examples of our work. See how we apply Design to Cost and VAVE methodologies in product design.
Please note: While these case studies represent real projects and actual savings, certain technical specifications and visuals have been modified or replaced with AI-generated illustrations to safeguard our clients' sensitive data.
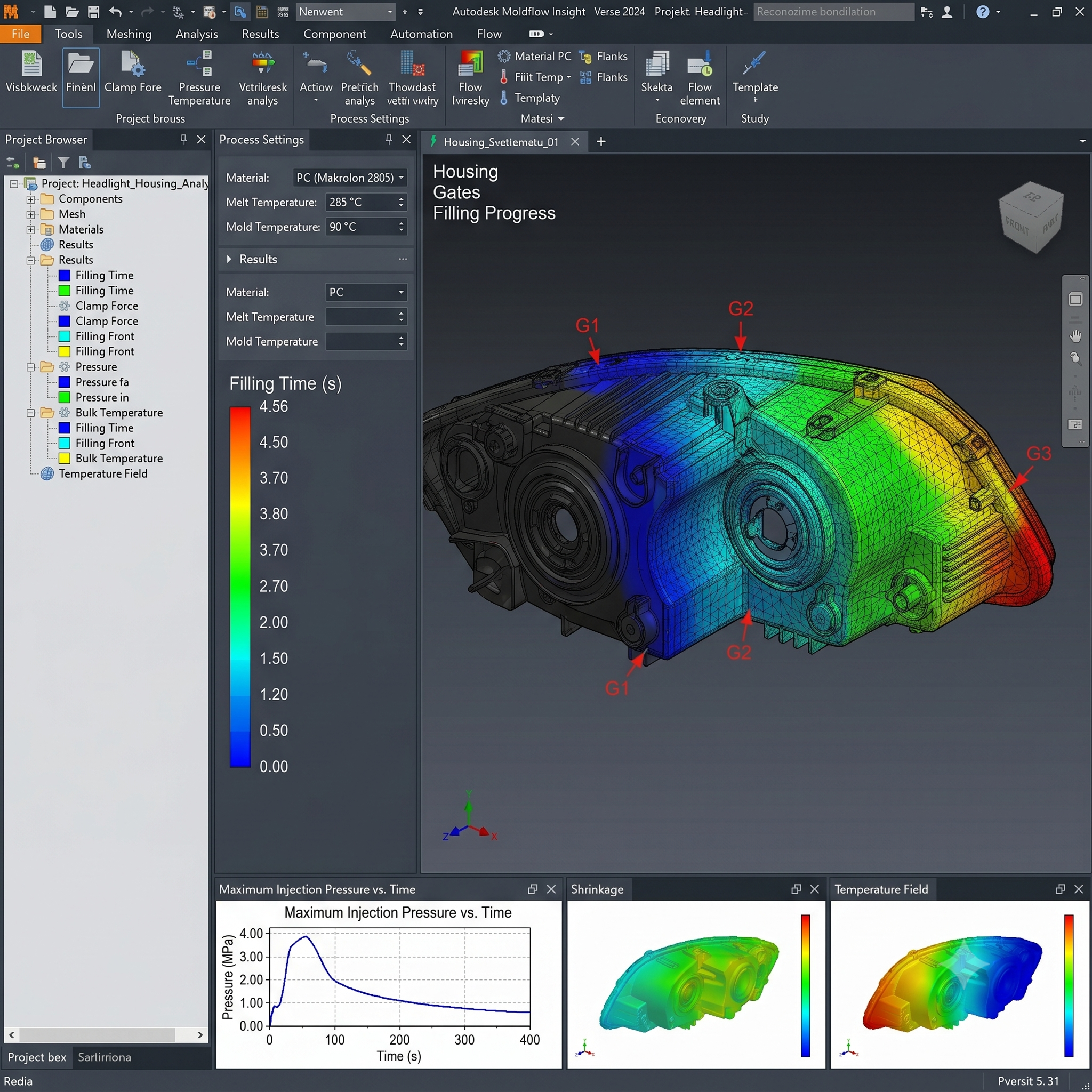
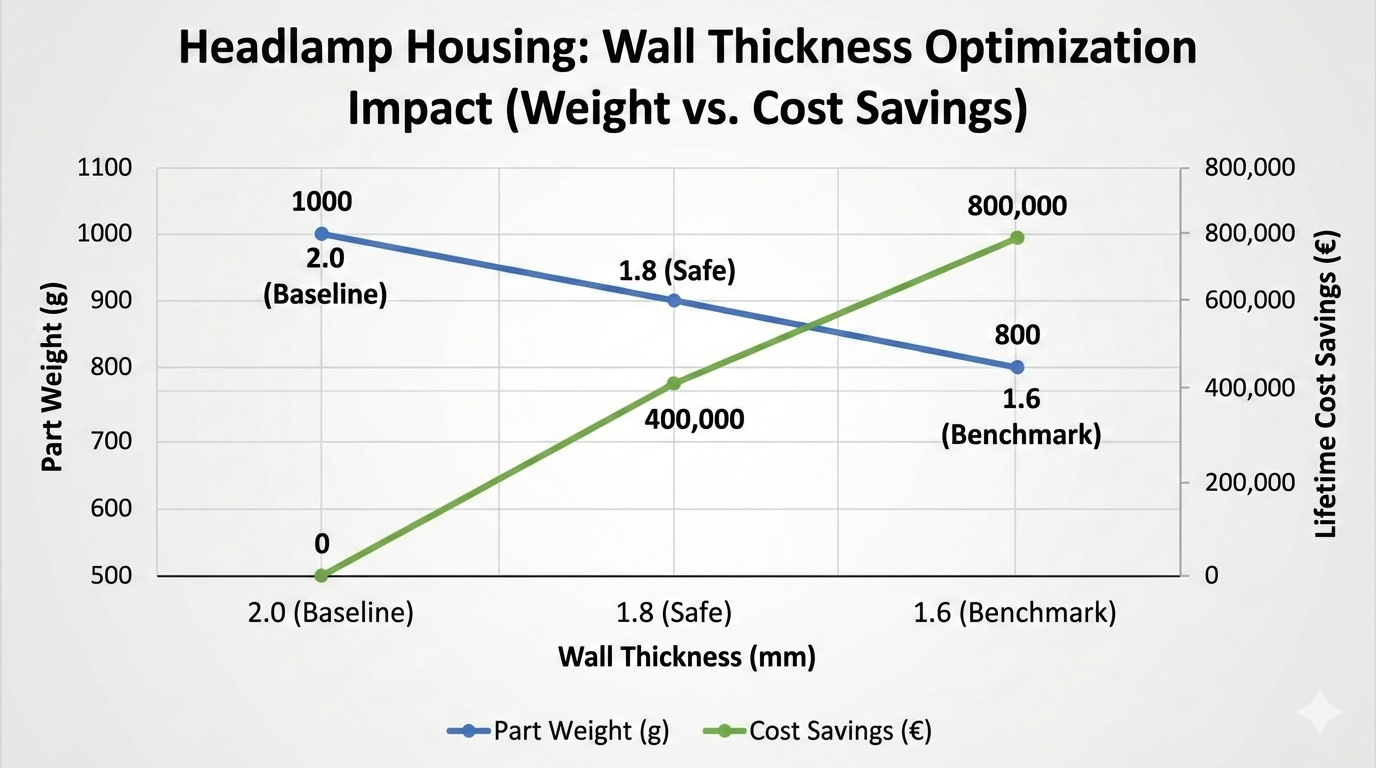
The average wall thickness values seen in current headlamps range from 2.0 to 2.3 mm. By aggressively targeting a 1.6 mm benchmark, we unlock significant savings in raw materials, logistics, and carbon footprint without compromising part functionality.
Designs are validated via Moldflow and FEM simulations; a 'pass' result often stops further optimization. A 'green' simulation should be the starting point for refinement, not the finish line. Currently, significant safety margins remain unchallenged, leaving untapped savings on the table. We should change our mindset from "Is it safe?" to "How thin can a part be and still be safe?"
Example calculation:
C-Segment (Skoda Octavia, Peugeot 308, Kia Ceed)
800,000 Cars / 1.6 M Pcs | Material: PP GF30 | Cost: 2.5 €/kg
| Parameter | Baseline (2.0 mm) |
Safe target (1.8 mm) |
Benchmark (1.6 mm) |
|---|---|---|---|
| Part Weight | 1 000 g | 900 g | 800 g |
| Material Saved / Car | - | 0.2 kg | 0.4 kg |
| Lifetime Material Saved | - | 160 Tons | 320 Tons |
| Material Cost Saving | - | 400 000 € | 800 000 € |
Revision and simplification of complex wiring harnesses to reduce material costs and speed up assembly. By revising routing, cable types, connectors, and other components, total costs can be significantly reduced.
| Parameter | Baseline | Optimized State |
|---|---|---|
| Total wire length (0.5 mm2) | 28.5 m => 20.2 m |
0.07 €/m |
| Connectors optimization | 11x SMT => 11x Edge board |
cca 0.15 € cheaper |
| Number of splices | 9 => 5 |
0.20 €/splice |
| Cost Savings | - 2.90 € |
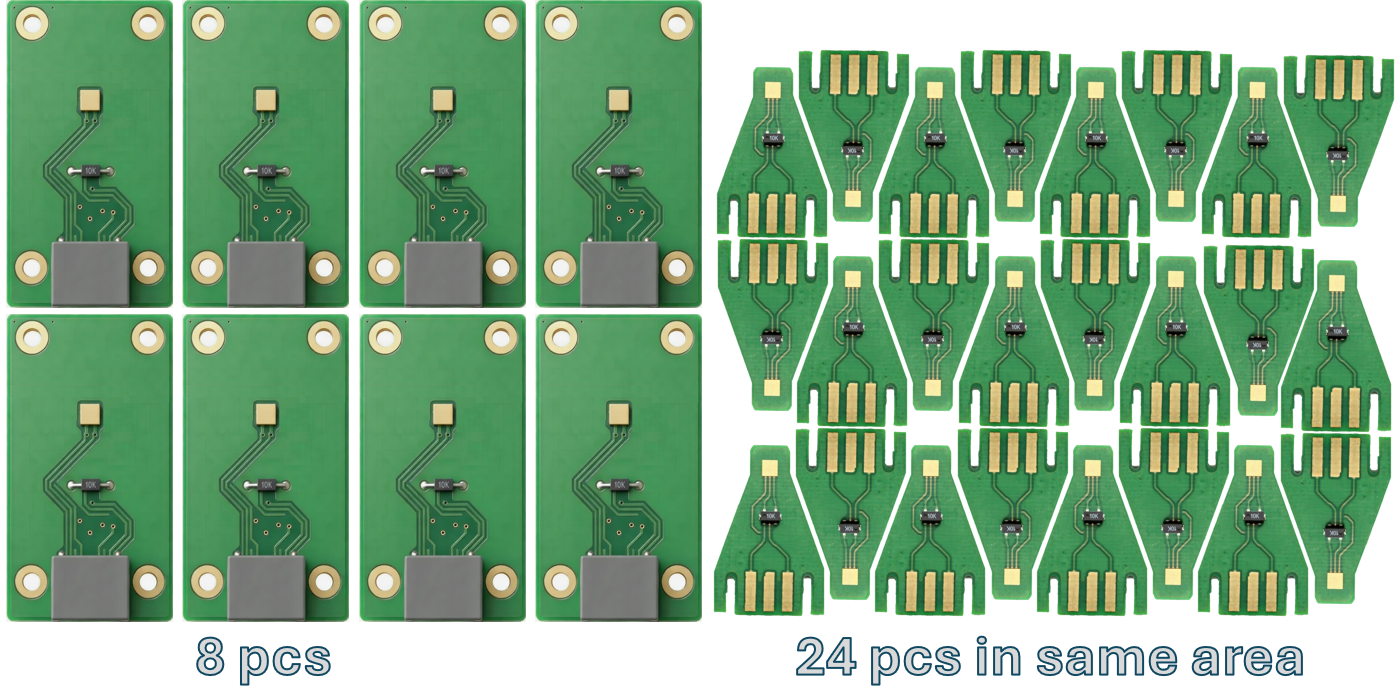
In many designs we can see that PCBA shape and size is often driven by mechanical design needs, resulting in very expensive material being used for fixation or to prevent light leakage. PCBAs should be designed as small as possible.
It is common for PCBA dimensions to be dictated by the mechanical enclosure. However, a Design to Cost (DTC) approach requires an "inside-out" methodology where function dictates form.
The "Inside-Out" Design Philosophy:
Prioritize Functional Core: Begin by placing primary components (LEDs, ICs, Controllers) to establish the tightest possible footprint.
Thermal-First Layout: Allocate area for heat dissipation and clearance based on actual thermal load rather than arbitrary box dimensions.
High-Density Passive Placement: Integrate secondary components (NTCs, resistors, connectors) as densely as thermal physics permits.
Geometric Optimization: Aim for a rectangular footprint to minimize PCB panel waste.
Peripheral Mounting: Utilize edge-castellated holes (half-holes) for mounting. This preserves the internal routing layers and allows mechanical designers to secure the board via stepped housing features rather than intrusive internal screws.
Overcoming the "Green Light Effect": Many teams fall victim to the "Green Light Effect"—the tendency to stop optimizing once a design is functional. To achieve a truly cost-optimized product, we must challenge "working" designs to find the limit of minimal material usage.
| Parameter | Baseline | Optimized State | Saving |
|---|---|---|---|
| PCB Shape/Size | 23.1 mm2 30 pcs/panel |
7.8 mm2 90 pcs/panel |
0.26 € PCB |
| Connector | SMT 6-pin | Edge board | 0.19 € PCB |
| Technology | FR4 + Heat Sink |
Alu IMS No Heat Sink |
0.80 € Heat Sink |
| Total system cost reduction | 1.30 € |
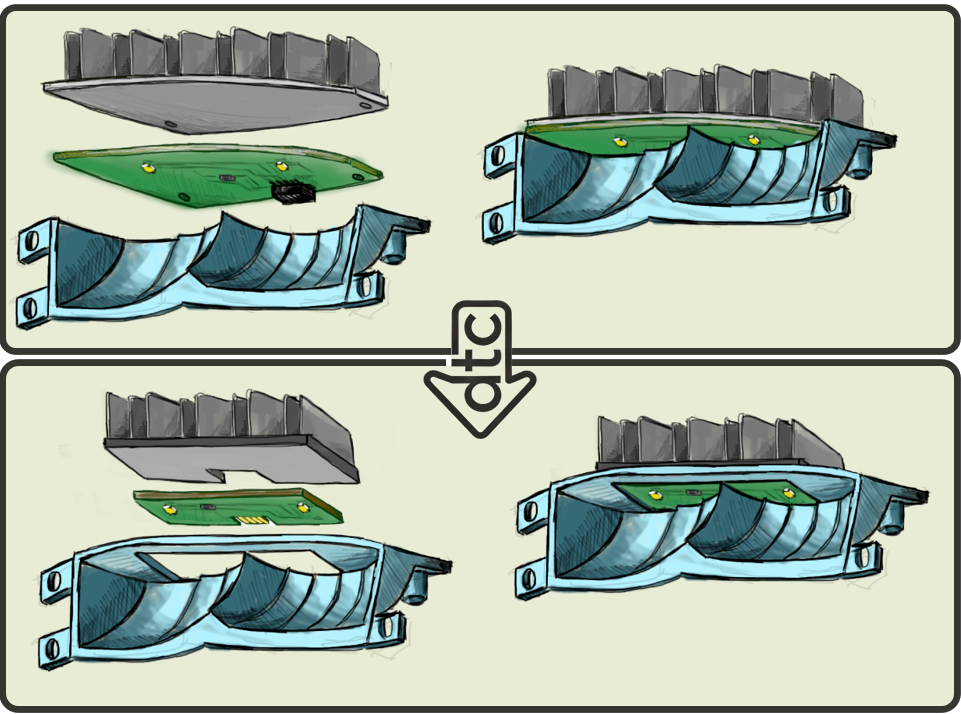
Evaluating a concept during the design phase, with a strict focus on cost-effectiveness and competitiveness, is essential for delivering a successful and profitable product. Each proposal needs to be checked in context to other parts. Sometimes using more expensive material for one part may result in eliminating other parts completely making the total product cost lower.
Example calculation:
Small sub-assembly of LED reflector
Volume: 1 400 000 Cars / 2 800 000 Pcs
| Component | Optimization | Cost savings |
|---|---|---|
| PCBA Size and Shape | Reduced to functional minimum 10 pcs/panel -> 48 pcs/panel |
0.95 € |
| Heat Sink | 30% smaller Die cast -> Sheet metal |
0.60 € |
| Connector | 5-pin SMT -> 5-pin Edgeboard |
0.20 € |
| Reflector | PC-HT -> PC weight reduced by 50 g |
0.80 € |
| Screws | 4 Screws -> 2 Screws |
0.08 € |
| Total cost savings | 7 300 000 € life time |
2.63 € product |
Use sliders to input approximate values of your production volume and unit cost and see potential impact of savings in one year.
Do you want to reduce your product's manufacturing costs by 10% or more? Contact us for an initial consultation.
All initial consultations and project data are treated with strict, NDA-level confidentiality.
 CZ
CZ EN
EN DE
DE